Професійний розрахунок продуктивності лінії порошкового фарбування. Дізнайтесь як оптимізувати роботу обладнання і збільшити ефективність виробництва. Експертні поради.
лінія порошкового фарбування
Що таке лінія порошкового фарбування
Порошкове фарбування – це процес нанесення полімерного покриття на металеві поверхні. Технологія використовує електростатичний принцип для рівномірного розподілу фарби. Це дає змогу отримувати якісне покриття з мінімальними витратами матеріалів.
Основні переваги методу:
- Відсутність розчинників у складі фарби
- Можливість повторного використання надлишків порошку
- Висока стійкість покриття до корозії
- Широкий діапазон кольорів і текстур
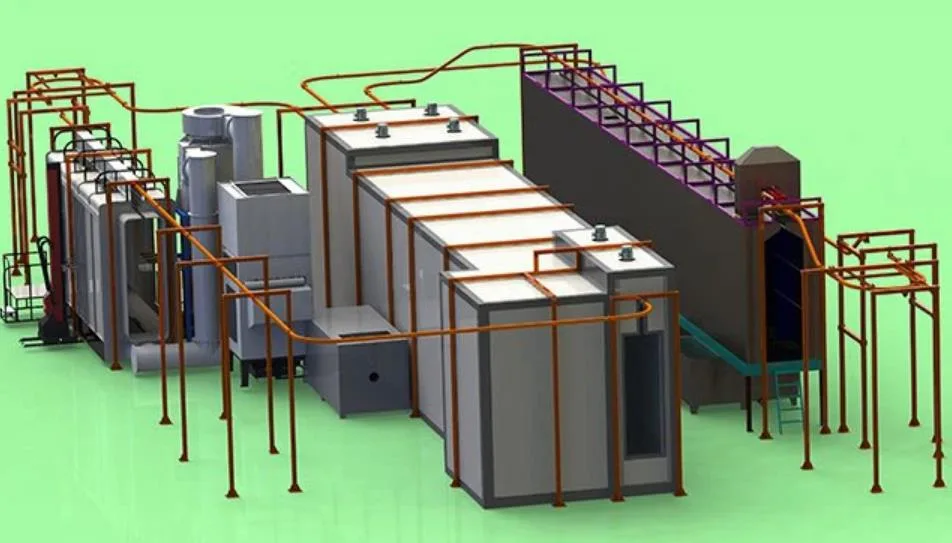
Основні компоненти системи фарбування
Сучасна система порошкового нанесення складається з декількох ключових елементів. Кожен компонент впливає на загальну продуктивність лінії.
Обладнання для підготовки поверхні
Камера попередньої підготовки видаляє забруднення і створює оптимальну поверхню для нанесення. Якість підготовки прямо впливає на адгезію покриття.
| Тип обробки | Час циклу (хв) | Ефективність (%) |
|---|---|---|
| Дробоструминна обробка | 3-5 | 95 |
| Хімічне травлення | 8-12 | 88 |
| Механічна зачистка | 15-20 | 75 |
Пістолети для нанесення порошку
Електростатичні пістолети забезпечують рівномірне нанесення порошкової фарби. Правильно налаштовані параметри напруги та подачі порошку визначають якість покриття.
Параметри налаштування пістолетів
- Напруга розпилення: 60-100 кВ
- Тиск повітря: 1-3 бар
- Відстань до деталі: 15-25 см
- Швидкість подачі порошку: 100-500 г/хв
Розрахунок продуктивності лінії
Продуктивність залежить від багатьох факторів. Головні з них – швидкість конвеєра, час циклу полімеризації та ефективність використання робочого часу.
Базова формула розрахунку
Продуктивність = (Площа покриття × Швидкість конвеєра × Коефіцієнт завантаження) / Час циклу
Де:
- Площа покриття – загальна площа деталей на підвісах (м²)
- Швидкість конвеєра – лінійна швидкість руху (м/хв)
- Коефіцієнт завантаження – ступінь заповнення конвеєра (0,7-0,9)
- Час циклу – повний час обробки однієї деталі (хв)
Фактори, що впливають на ефективність
Температурний режим полімеризації критично важливий для якості покриття. Стандартні параметри:
| Товщина металу (мм) | Температура (°C) | Час витримки (хв) |
|---|---|---|
| 1-2 | 180-200 | 15-20 |
| 3-5 | 200-220 | 20-25 |
| 6-10 | 220-240 | 25-30 |
Оптимізація роботи системи
Правильна настройка обладнання для порошкового фарбування може збільшити продуктивність на 25-35%. Ключові моменти оптимізації включають налаштування швидкості, температури та координацію між етапами процесу.
Контроль якості покриття
Регулярний контроль товщини покриття забезпечує стабільність процесу. Оптимальна товщина для більшості застосувань – 60-120 мкм.
Методи вимірювання товщини
- Магнітні товщиноміри для сталевих деталей
- Вихрострумові прилади для алюмінієвих виробів
- Ультразвукові датчики для складних геометрій
Економічна ефективність процесу
Порошкове фарбування дає значну економію порівняно з рідкими фарбами. Коефіцієнт використання порошку досягає 95-98%, тоді як у рідких фарб цей показник не перевищує 60-70%.
Основні статті економії:
- Відсутність витрат на розчинники
- Мінімальні втрати матеріалу
- Зниження витрат на утилізацію відходів
- Менші енергозатрати на сушіння
Практичні рекомендації
Досвід експлуатації показує, що найбільший вплив на продуктивність мають три фактори: підготовка поверхні, стабільність подачі порошку та точність температурного режиму.
Типові помилки в розрахунках
Багато підприємств не враховують час на перенастройку обладнання між різними кольорами. Цей фактор може знизити реальну продуктивність на 15-20%.
Як уникнути втрат продуктивності
- Плануйте послідовність кольорів від світлих до темних
- Використовуйте швидкозмінні картриджі для порошку
- Ведіть облік фактичного часу роботи
- Регулярно калібруйте обладнання