ABOUT TECHNOLOGIES
ABOUT FLAME SPRAY

CONTACTS
- 318/10 Yantarna street, Mykolaiv, 54050, Ukraine
- +38 (0512) 58-18-23
- +38 (050) 372-25-95
- +38 (050) 986-58-15
- [email protected]
Lets define the terminology of “FLAME SPRAY” coating (below in the text “FS”) – in our case it is a formation of a polymer multifunctional coating of thermoplastic powder by the FS method. The principle of FS method was borrowed from the technology of flame spraying of metal powders. Painting – more suits for making decorative cover that has limitations on the type of polymers that uses. Coating – is a more important designation and emphasizes the functional significance of the covering layer.
THE MOST SUITABLE METHODS OF APPLICATION OF THERMOPLASTIC POWDER IN THE INDUSTRY:
- fluidized bed application;
- electrostatic application;
- thermojet application.
Each of the above methods has its own advantages and disadvantages, which determine its effective scope, based on the geometric parameters of the coated parts, their design and technological features, future using conditions, as well as the required thickness of the functional polymer layer. The only factor that unites all methods is heat treatment (or thermal treatment during the formation of the polymer layer), which is necessary for the formation of a stable adhesive bond between the polymer and the substrate. The first two methods are the so-called workshop methods, since they involve a complex of operations and the presence of special booth, baths, and ovens. Therefore, the first and main limitation of their use concerns assembled, stationary and large-sized parts. In this case, the only economical and easy-to-implement method is thermal jet spraying, which makes it possible to form a polymer coating in one technological operation.
THE THERMO-JET APPLICATION METHODS ARE:
- radiant heat application;
- applying of melting mass (pneumatic extrusion);
- gas-thermal (flame spray, plasma).
Flame Spray method is the most technologically advanced, especially when working in non-standard conditions directly at the place of mounting and exploitation of products. At present, many important issues of FS are still not completely clear, and the matter is not only in the complexity of combustion and heat transfer processes. It also depends on many factors – chemical, structural, thermophysical, application conditions, type of substrate material, etc.
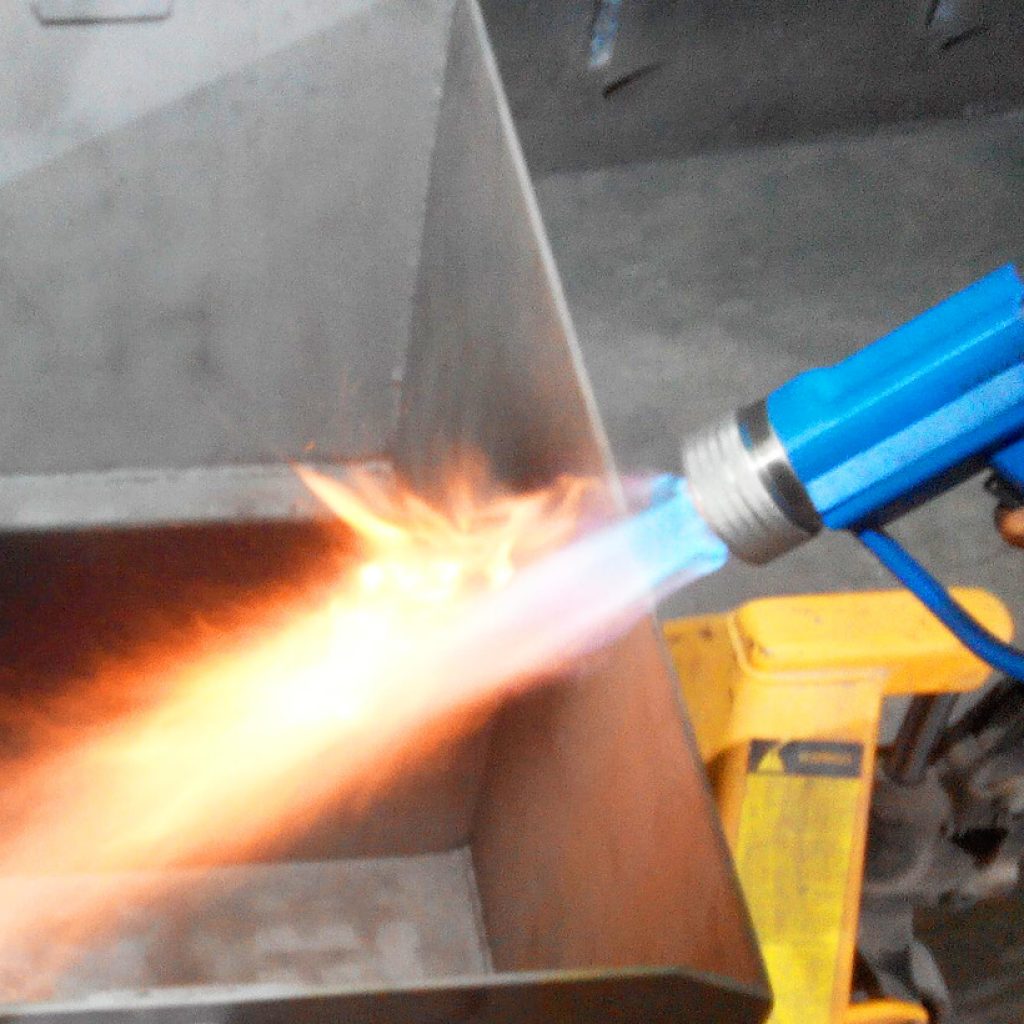
THE ESSENCE OF THE FLAME spray METHOD IS:
- formation of a directed flow of dispersed powder particles, which ensures their transfer to the surface of the product to be painted;
- creation of conditions for a stable combustion reaction of the “combustible gas-air” mixture, accompanied by an increase in the temperature of the combustion products in the flame and an increase in the speed of their movement in the direction of the flame front;
- interaction of combustion products with powder particles, as a result of which they are heated to the melting temperature with the formation of a liquid phase;
- transformation of the internal (thermal) and kinetic energy of the paint particles into the work of deformation during the formation of adhesive contact with the surface of the substrate;
- optimization of temperature values and flow rates of gases and powder to form the required coating layer.
Before approaching the development of equipment for Flame Spray coating, we conducted a systematic analysis of the state of the issue. We studied in detail the designs and experience of using both modern and the first devices created in the USSR in the late 80s of the last century. The first gas-oxygen thermal atomizers have proven themselves well when spraying polyvinyl butyral powder, polyamide and a separate group of foreign-made powders. When spraying fusible and secondary polymers, the destruction of the materials being absorbed was observed and, accordingly, a very low quality of the finish coating. Therefore, gas-air thermal atomizers, which provide coatings with polymer powders with a melting point from 365K to 670K, have recently attracted more interest.
We held technical consultations with the staff of the Paton Institute of National Academy of Sciences of Ukraine, with a well-known manufacturer of flame spraying equipment Xiom Corporation (USA). We analyzed the scope, as well as the current and future level of industrial implementation of this technology in economically developed countries (USA, England, Italy). By the way, more than 400 devices have been sold and are operating in the USA.
BASED ON THE ANALYSIS, WE MADE THE FOLLOWING CONCLUSIONS:
- Demand and relevance of solving issues related to the substantiation and development of technology for the formation of coatings by flame spraying of thermoplastic powder is beyond doubt.
- There is no scientifically substantiated general concept for the construction of FS equipment, which could be the basis for the development of technical specifications for powder manufacturers.
- There are no general recommendations on the choice of optimal values of the thermal spray jet heat flux, as well as reflow modes. No studies have been conducted to determine the rational composition of the combustible mixture, powder granulation, and increase its heat resistance. Each equipment developer optimizes his systems, relying mainly on his own experimental results with a certain group of polymers, or, at best, independently selects (usually at a rather primitive level) individual characteristics of a polymer powder. The foregoing suggests that the development of a specialized powder coating, taking into account the peculiarities of further heat treatment in FS devices, in order to increase the operational reliability of the finish coating, is a necessary condition for advancing both the method itself and the technology.
Undoubtedly, the quality of the coating formed during flame spraying, according to the adhesive strength criterion, largely depends on the chemical nature of the polymer material, the size and shape of its dispersed particles, their density, humidity, thermal and electrical properties. In addition, from the point of view of the formation of an adhesive contact, it is important to strictly observe the technological regulations for preliminary surface preparation. However, as theory and practice show, the main reason was initially laid in the heat treatment cycle, the task of which is to provide the powder particles with a sufficient supply of thermal and kinetic energy as a result of interaction with a gas flame jet formed during the combustion of the combustible mixture “oxidizer – combustible gas”. Where does the significance of the combustion process become clear, since the effectiveness of the interaction between the flame and powder particles determines the conditions and degree of thermal activation of the sprayed material. Heat transfer to polymer particles is carried out due to thermal conductivity, convection and radiation, and for thermoplastic polymers also due to the movement of hot melt in the form of drops, streams or splashes. The contribution of each type of transfer to the overall heat balance depends on the characteristics of the system and application conditions. It is extremely important that the surface layer of the polymer under the influence of heat does not heat up to a temperature at which physical and chemical transformations begin, leading to thermal and thermal-oxidative decomposition. In addition, a necessary condition for efficient heat transfer in the “torch flame – polymer fraction” system is that the heating rate to the maximum allowable temperature should not exceed the values obtained as a result of the distribution of the maximum allowable temperature for a given polymer for a constant heating time.
EFFICIENT USE OF ENERGY CONSIDERS THE OPTIMIZATION OF THE TORCH COMBUSTION PROCESS, WHICH IS ACHIEVED BY THE SPACE-TIME AND THERMOPHYSICAL PARAMETERS OF THE TORCH FLAME WITH THERMOPHYSICAL CHARACTERISTICS OF THE USED POLYMER:
- this ratio in the mixture of oxidizer and fuel gas;
- nature of temperature distribution along the flame axis;
- the time the particles are in the active zone of the propane – air flame torch;
- geometric and thermophysical parameters of polymer particles.
Without going into a detailed analysis of the propane combustion reaction equation in an air environment, it is shown that with stable combustion, at the maximum rate of combustion products, the optimal ratio of air and propane consumption Vair / Vpr = 21.10…21.74. Since the propane-air mixture has a relatively low ignition speed, the temperature distribution curve along the flame axis has a pronounced peak character in the middle zone. In this, the length of the flame core: 0.04…0.08 m; length of the middle zone of the flame: 0.01…0.02 m; length of the outer zone of the flame: 0.16…0.32 m. The time the particles stay in the active zone of the torch is determined by the average flight speed, which is functionally related to the efficiency of the heat transfer process, sufficient to melt the polymer to a plastic state. At the same time, it is assumed that the temperature on the surface of the particle and inside must correspond to the inequality Tm ≤ Tsur ≤ 1.5Tm where: Tm is the melting temperature of the polymer used. It must be remembered that for the correct quantitative calculation of the speed, the particle size composition of the powder, the density of the sputtering particles, the specific heat of fusion and the heat capacity of the polymer, the distance from the nozzle to the sprayed surface, etc., must be taken into account. The analysis of such a system is very difficult, especially in three-dimensional spatial coordinates. Our simplified analytical calculations, supported by experiments, show that when working with thermoplastic powders, the rational speed of flight of paint powder particles should be within 20…40 m/s.
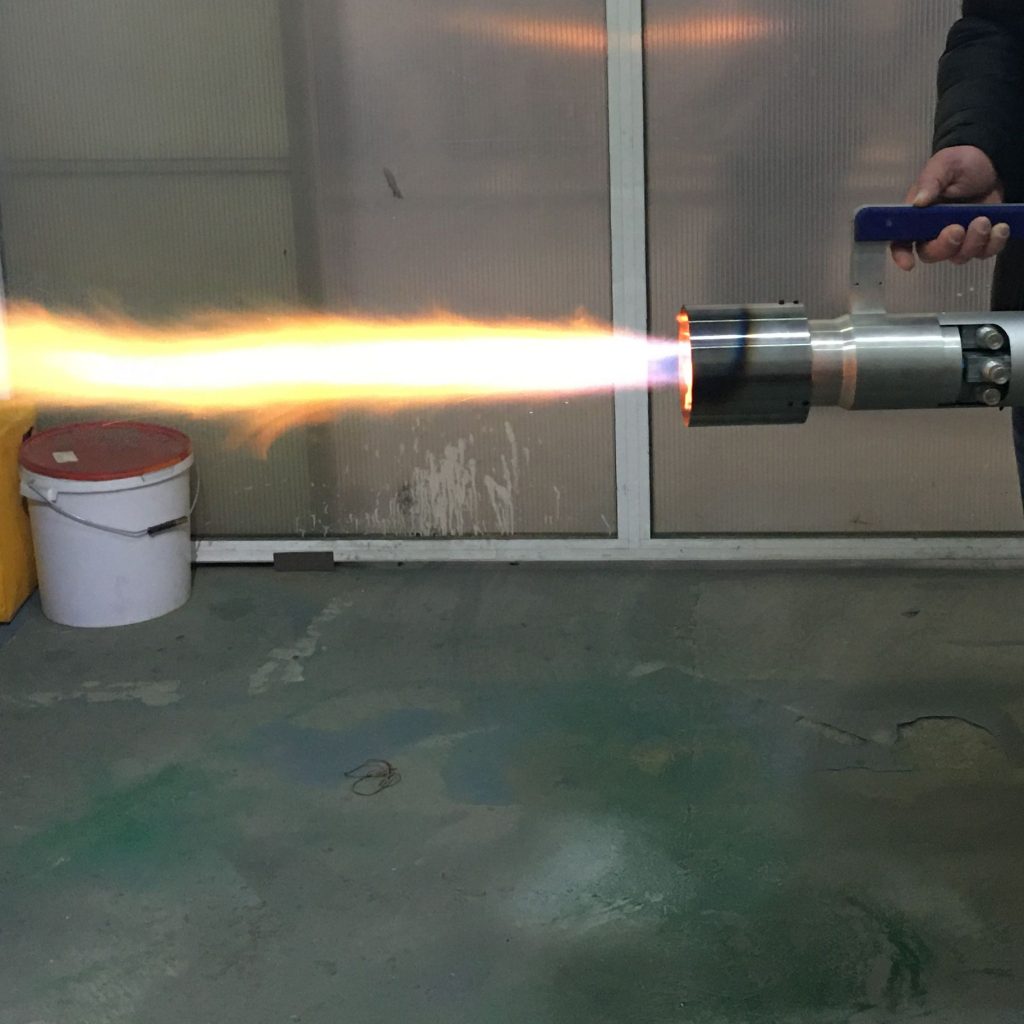
Based on the analysis of literary data, the results of mathematical modeling and complex engineering calculation, industrial equipment MFS(p)-1-50 was developed and created, designed for manual application of powder polymer coatings on prepared surfaces by the method of flame spraying.
General appearance of the equipment of the MFS(p)-1-50:



This model became the prototype for the creation of a whole series of serial models:
IN THE ANALYSIS OF THE RESULTS OF LABORATORY AND PRODUCTION TESTS, IT WAS FOUND:
- When forming polymer coatings with the help of MFS(p)-1-50 and selected optimal sputtering modes, there is almost no thermal destruction of the surface.
- It is possible to increase the operational indicators of the coating due to:
- Surface activation – achieved by influencing the substrate material: increasing the temperature, creating a tense state and increasing the roughness.
- Smooth regulation of the temperature and time conditions for the formation of the coating – this problem is mostly related to the technical implementation of the equipment. It has been experimentally established that for effective spraying of thermoplastic powder with particle sizes from 150 to 250 μm, smooth and precise regulation of the heat flow density along the torch cross-section within (0.5…3.5) * 106W/m2 is necessary.
- By modifying the polymer material by introducing additives-fillers – metals and their oxides. Thus, when aluminum oxide particles were added to the composition of the polymer powder, an increase in the adhesive strength of the coating was observed. In addition, it is known from literary sources that the introduction of active additives of aluminum oxide trihydrate into the composition of the polymer helps to reduce the flammability of the material, and, as a result, to increase the critical temperature of destruction, which is extremely important for the FS method.
- If there are large (d≥300μm) and small (d≤100μm) fractions in the powder, it is desirable to separate them. Otherwise, heating and melting of large and small fractions at fixed heat treatment modes will occur unevenly — large ones will not have time to melt completely, and small ones will burn, which will lead to a decrease in bond strength.
- The influence of a number of design features of the nozzle on the uniformity of the powder jet flow density in the flame cross-section along the entire length of the torch was identified and evaluated. The volumes of the powder jet, which are different in location, can interact differently with the parts of the torch, which differ in temperature. Part of the powder at the boundaries of the torch may not be melted by the flame, and an increase in the thermal parameters of the flame may lead to the destruction of particles flying closer to the axis of the torch. A nozzle design was developed and applied, which provides a narrowly directed flow of particles with a small angular divergence (the so-called “parallel” flow). A positive effect was also observed when expanding the “plate” in the temperature distribution along the axis and cross-section of the flame by increasing the flame core and the length of the middle zone. In addition, the hypothesis of creating a system of regulated “focusing” of the flow of particles, due to the use of additional magnetic fields inside the transport channel, was experimentally tested. If a movement is provided inside the channel, in which each particle, previously tribo charged, acquires a radial component of velocity, then the adjustable longitudinal magnetic field will force the particles to move along a helical trajectory, creating a flow of particles that does not diverge along the entire length of the torch.
- It has been practically established that the best result, especially from the point of view of the visual quality of the coating, is achieved by preheating the sprayed surface, preferably with pyrometric temperature control, and only then directly applying polymer poewder with subsequent melting of the sprayed layer.
- The possibility of applying protective and decorative polymer coatings by the FS method on non-metallic materials (plastic, ceramics, MDF, concrete, etc.) was experimentally shown and the optimal mode parameters were determined.
The validity of all the above results and conclusions is confirmed by the necessary volume and
repeatability of experimental data obtained by us in natural conditions. Over time, we received more and more information and feedback from our customers, modernized equipment, experimented with spraying materials, conducted technical consultations on the technological processes of development and creation of new compositions of thermoplastic powder paints for special purposes.
As a result, we established a rather productive cooperation with the largest producer of thermoplastic materials – the company ELASTRON KIMYA – PULRON trade mark (Turkey). On the basis of these materials, we developed TU U 20.1-24790047-001-2020 for special powder product for FS technology and created our own trademark POLYMER FLAME – under the same name for this technology.
Currently, we are widely distributing the POLYMER FLAME technology around the world and invite you to cooperate in this direction.
We suggest you to know more about the POLYMER FLAME technology and the terms of cooperation on our specialized websites:
WORKS EXAMPLES: