ABOUT TECHNOLOGIES
ABOUT INFRARED HEAT

CONTACTS
- 318/10 Yantarna street, Mykolaiv, 54050, Ukraine
- +38 (0512) 58-18-23
- +38 (050) 372-25-95
- +38 (050) 986-58-15
- [email protected]

In reality, during powder coating, the purpose of the oven is to heat the surface of the material, or its coating, to activate physico-chemical processes, which include several stages: transition of powder particles to a viscous state, fusion, wetting of the substrate, spreading, removal of gas inclusions, hardening (for thermosetting combinations).
Curing ovens are the main links of any painting line. Therefore, the search for new methods and means of heat treatment, aimed at improving the process of polymerization of powder, is an urgent task in the creation of modern economic equipment for coating. According to the physical essence, the heating of any body occurs due to the mechanism of heat exchange. But the “channel” of energy transfer can be different: direct heat exchange, convective or radiant. Each of the specified methods is implemented in equipment of very wide application. Recently, in connection with a serious increase in the price of energy carriers, manufacturers of thermal equipment increasingly began to look for ways to effectively use the features of infrared radiation when supplying radiant energy. However, there are serious obstacles to the widespread industrial implementation of IR technology. On the one hand, these are problems of growth, and on the other hand, there is a lack of specialized research and design units working purposefully in this direction. The creation of new modern infrared devices requires both analytical and experimental in-depth study of energy transfer processes in absorbing media, as well as processes of heat exchange by radiation occurring in working ovens. Knowledge of these regularities, as well as shortening the transition period from experimental models to industrial devises and the development of reliable engineering calculation methods that take into account the specifics of the processes and the kinetics of their flow, will make it possible to scientifically solve the issue of the introduction of heat technologies using IR – energy supply.
It is clear that this issue is also relevant in paint and varnish production, where modern technologies require more advanced methods of heat treatment of both liquid and powder coatings.
For the first time, infrared rays were widely used for drying and baking paint coatings in 1934. at Ford plants. It is believed that from that time the foundations of the drying process were laid in the form of a selected spectral range of IR radiation.
Unlike liquid paints, where “drying” is performed, i.e. removal of moisture, which is in various connections with the material being dried, and “heating” of the surface to perform the hardening process, in case of powder coating, the purpose of heating is only to thermally activate the physico-chemical processes listed at the beginning of the article. Therefore, when using IR heating, first of all, it is necessary to determine the list and sequence of technological tasks to be solved.
The physical essence of IR – heating is explained by the corpuscular-wave nature of the electromagnetic field and is associated with the intensification of processes, as a result of the resonance effect of energy absorbed on the bonds of atoms in molecules, whose vibration frequencies coincide with, or are multiples of, the frequency of the incident radiation. The energy of individual chemical bonds can be compared to the energy of photons of IR radiation. Thus, at λ ≤ 1μm, the energy of the photon
E = hv ≤ 2 * 10−19J
and the energy of chemical bonds of the main groups of C-C and O-H polymers is
2 * 10−19J and (0,32 — 0,46) * 10−19J
in accordance. Therefore, IR radiation, causing an increase in the level of self-oscillations of certain groups of atoms in a molecule, which means the conversion of radiation energy into thermal energy, contributes to the acceleration of the technological process. This is the most difficult question to be still at the stage of study, since the irradiation of objects with IR rays cannot be considered only as a method of intensive heat treatment, it is also a process of deeper influence on the physical and chemical nature of the material.
The efficiency of IR heating is determined by optimizing the ratio of energy reflected, absorbed and passed through the sample. These characteristics depend on the range of wavelengths, type and physical properties of both the polymer and the substrate. It is known /1,2,3/ that most coatings of materials penetrate 85% of the radiant energy in the radiation spectrum to a depth of 30-50 microns. At the same time, the air environment practically does not affect the transmission of the radiant flux. This is the main, important difference in the mechanisms of IR and convective heating when forming a polymer coating. These are different directions of the temperature gradient. With convective heating, the direction of the gradient of the surface of the coating is towards the substrate, with IR it is the opposite, i.e. the coating is partially heated due to the heat given off by the substrate. As the analysis of literature data /4,5/, as well as our tests show, such a mechanism significantly affects the quality of powders of the coating being formed, primarily by increasing its adhesive strength.
When developing our equipment, the first task we faced was to take into account the above features of IR heating when choosing the optimal spectral range and, as a result, the type of emitter that generates wavelengths in the selected part of the spectrum. At the same time, an important criterion was the economic and operational characteristics of the equipment being developed.
In contrast to standard convection systems, rigorous mathematical modeling of the heating process in IR ovens is a very difficult task. Analytical description of the kinetics of heating of products by IR radiation is the finding of relationships between power density, maximum permissible temperature and maximum permissible heating rate (a very important characteristic in polymerization processes). In this situation, the methodological basis of the model can be the differential equation of the energy balance, with the help of which it is possible to establish the rules of conformity connecting the interaction of the “emitter-product” system, and then only for some individual cases under serious assumptions and approximations, which often reduce the practical the value of decisions. Moreover, a significant drawback of the approximate calculations is the complete lack of an analytical connection between the functions of temperatures and effective flows with optical properties and parameters of the relative location of the structural elements of the system.
AT THE SAME TIME, THE PARAMETERS THAT NEED TO BE READ ARE AS CONSTANT:
- power sources;
- radiation wavelength;
- spectral thermoradiation characteristics of powder polymer;
- reflect the characteristics of the cladding;
- configuration of reflectors;
- time of action;
- degree of blackness of the parts;
- distance from the sources to the parts;
- the ratio of the open area of the mass of the parts;
- specific thermal conductivity of parts;
- air movement in the oven, etc.
Therefore, when designing IR systems, developers mainly rely on the results of mathematical modeling, which are confirmed by experimental testing.
Theoretical analysis and conducted physical experiments with different combinations of emitters and samples of powder confirmed that the best results are achieved when using NIR – radiation with a wavelength in a clearly defined range of 0.78 – 2.00 μm. Lamp halogen infrared emitters of the KG type work in this range, in which the temperature of the body of stress is lower than that of conventional lighting, and, accordingly, the proportion of the flux emitted in the IR region is much greater than in the visible. In addition, these sources allow creating high-energy illumination of objects of irradiation, have a long service life with stable radiant flux, very low thermal inertia, ease of installation of plinths, advantageous linear shape, high efficiency, mechanical strength and resistance to the influence of water, aggressive environments, etc.
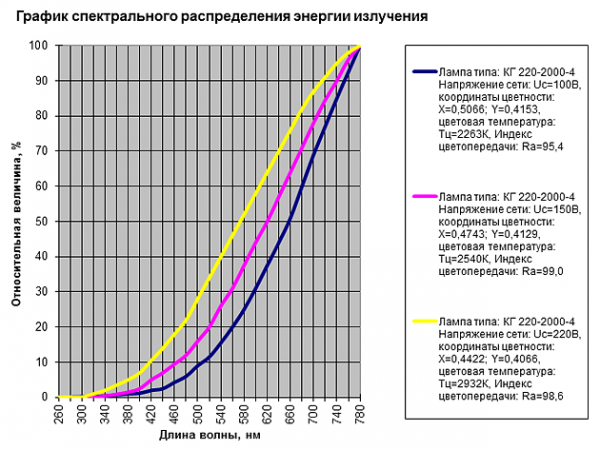
As an example, the figure shows graphs of the spectral distribution of the radiation energy of the KG-220-2000-4 type lamp depending on the applied voltage. Measurements were carried out (at our request) in laboratory No. 373 of OJSC “Lisma-VNDIIV”
Our choice was based on the use of quartz halogen emitters, in which the working color temperature
T = 2400K.
At the current stage of development of the technology of manufacturing IR generators, the coincidence of the necessary characteristics with the characteristics of serially produced emitters, when they work in the nominal mode, is a phenomenon rather accidental than natural. In this case, the most rational, technically accessible and economically feasible method of heat treatment, with the maximum value of the criterion for quantitative and qualitative evaluation of efficiency, is the oscillating IR mode — energy supply with heat flow relaxation. At the same time, for its practical implementation, it is necessary to identify the causal and functional interrelationships of electrotechnological and temporary indicators of IR irradiation on the indicators of the paint layer. In the course of trial experience, a problem describing the kinetics of pulsed introduction of IR radiation to a layer of powder paint was formulated and, in a first approximation, solved. The expediency of using the spatio-temporal oscillation mode is theoretically substantiated. Formulas of effective sparability during the period of operation of the emitters have been obtained.
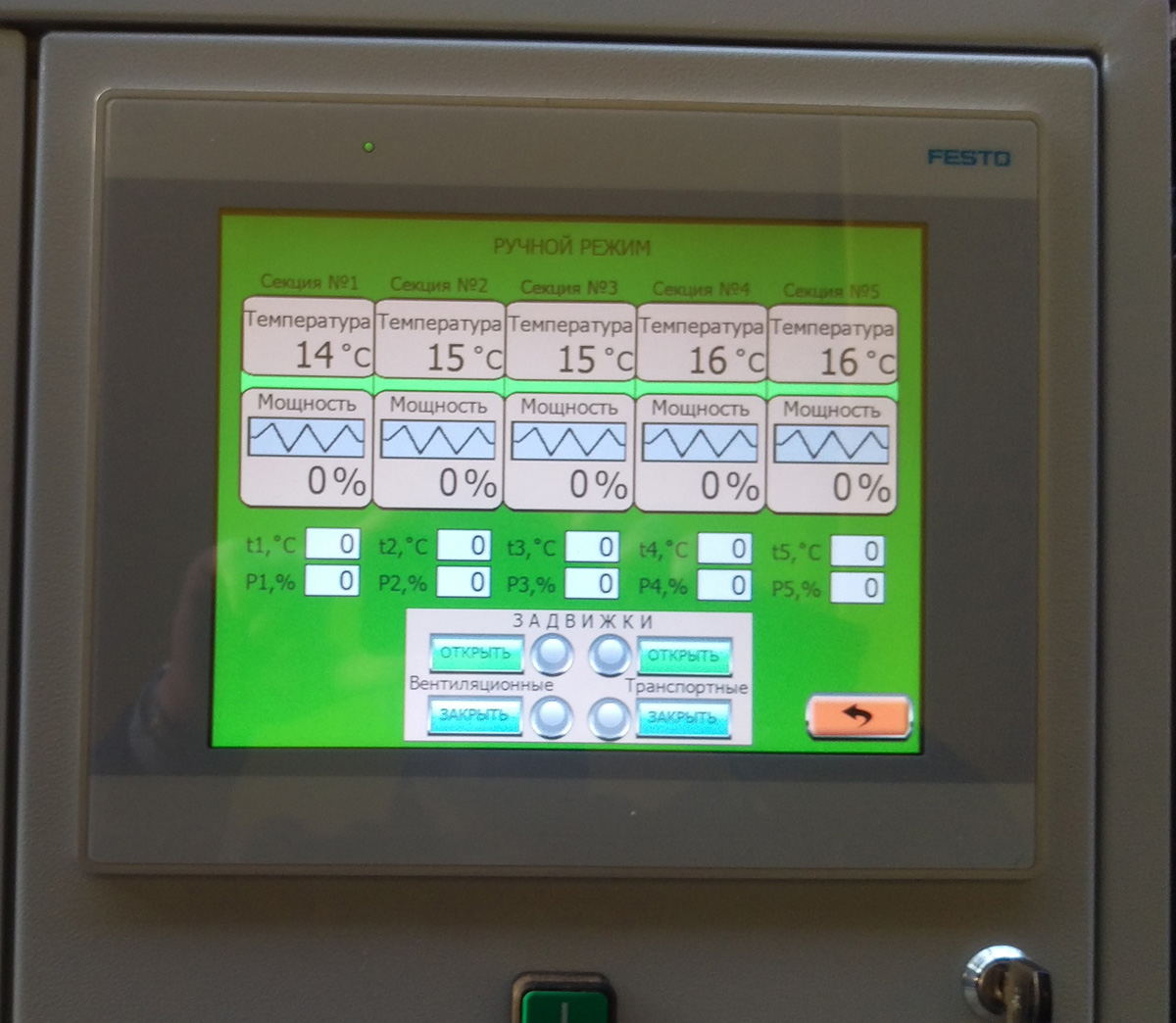
For the practical implementation of various heat treatment modes, a flexible information-measuring and control system for automatic regulation of pulse IR – energy supply by zones, which allows maintaining the maximum and minimum temperature of the material, was developed and implemented. At the same time, taking into account the low inertia of the used IR generators, as well as the perfection of the method of heat generation in the developed IR installations, it became possible to use computer technologies that allow for automatic software regulation of the thermal regime in the working chamber in accordance with the given kinetics of heat supply to the sample , which is heated. This made it possible to experimentally confirm the theoretically put forward hypothesis about the regularity of control of pulse-intermittent IR energy supply in the process of baking powder.
The correctness of the choice of ideas and technical solutions embedded in the designs of our IR furnaces and emitter control systems has been confirmed by time, the interest of consumers in our developments and the expansion of their scope of application.
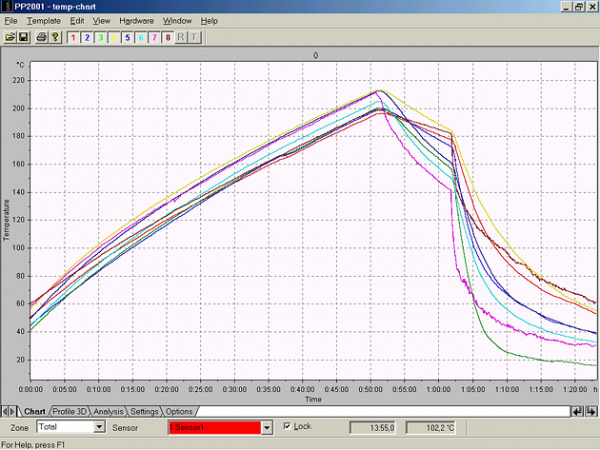
As an example, the figure shows the dynamic thermal characteristics of the IR curing oven with dimensions (7.3*2.2*2.2m), maximum power 66kW. Oven loading: 56 (7 connections of 8 products) profile pipes (60*80*3 mm, L=4 m) with a total weight of about 1500 kg. Eight temperature sensors were installed on the products evenly throughout the entire volume of the loaded oven.
It is appropriate to note that in the literature, as the main disadvantage of IR systems, their direct, directional action of radiation is often mentioned, which, as is often claimed, makes them unsuitable for obtaining coatings on products of complex shape. Our research and development refutes existing opinion.
First: IR heating is inextricably linked with convective heating, due to the transfer of heat from the heated products;
Secondly: inside the ovens (over the entire area) we use reflectors with a specially treated surface, which creates a “resonator” in which, due to multiple reflections, a uniform flow of diffuse radiation is created;
Thirdly: short-wave emitters, due to the high density of radiated energy, are capable of heating inaccessible parts of products;
Fourthly: in the thermostabilization mode, due to the reduction of the nominal voltage on the emitter, the wavelength of the radiation increases, which leads to the formation of an additional convective component;
And the last thing: when using IR radiation, due to the zonal inclusion of sources, as well as the directional influence of the rays, the maximum uniformity of energy transfer to a volume of a complex shape is ensured.
We consider it necessary to touch on another question that we often encounter: the harmful effect on the health of personnel who work on equipment with IR emitters. It is absolutely harmless. Not only that, but recently, research conducted by medical laboratories in Japan, China, and the United States has proven the curative factors of IR heating. An example of this is the spread of infrared saunas.
SUMMARY AND GENERAL MAIN CHARACTERISTICS, AS WELL AS EXPRESSED ADVANTAGES OF USING SHORT-WAVE IR SOURCES IN POLYMERIZATION FURNACES
- Cost reduction by shortening the curing time while simultaneously improving the quality of the coating.
- The ability to create densities of heat flows on the surface of parts is ten times greater, compared to traditional methods of heating.
- High efficiency of the devices due to the exclusion of influence on the process of heating the intermediate medium between the source and the object.
- The possibility of creating a heating zone with different temperatures in the oven.
- A wide range of control due to flexible regulation of the power of the emitters.
- The lack of inertia of short-wave emitters ensures high accuracy and sensitivity of the thermostabilization mode.
- Simplicity of structural solutions greatly reduces the area occupied by the equipment compared to convection ovens.
- The possibility of creating devices with different shapes and sizes of working volume depending on the productivity and range of products to be painted.
- It is easy to implement a modular scheme of structures with an autonomous or combined control system.
- Expansion of the range of functional possibilities (drying when painting with liquid paints of glass and PVC profiles).
- The wide temperature range of the IR ovens allows you to heat products up to 250-300 °C.
A small note at the end. Based on the above brief analysis of the features of the application of IR – energy supply in technological lines of powder painting, it is clear that the creation of the most thermodynamically efficient design of the IR – devices requires a deep study and understanding of both the process of forming the paint layer and the thermal and operational characteristics of both IR generators , as well as the entire system as a whole. A correctly calculated and designed IR device is a rather complex engineering structure, the structural development of which can be carried out only on the basis of a preliminary scientifically justified selection of radiation sources, their number, operating modes, location of the working chamber, etc.
Recently, new manufacturers of IR curing ovens have appeared on the Ukrainian equipment market, who, against the background of the declared advantages of their equipment, have business tasks in the first place, and not the promotion of progressive IR technologies.
Once again, we would like to emphasize that the development and construction of heating equipment with IR energy supply requires not only special knowledge, but also a fairly high general education level. Therefore, when choosing equipment, you should not completely trust advertising promises and low prices. It is important to pay attention to the popularity of the manufacturer, his specialization, to make sure that the developer does not just copy someone else’s development, but independently possesses methodological approaches to solving the task and, at least, the basics of engineering and design calculations of IR systems. Anyone who respects himself, the manufacturer will be happy to provide you with the offer and a list of references, where the supplied equipment will be indicated.