Curing ovens are heat treatment equipment used in the powder coating process, in which the powder coating polymerization (hardening) cycle takes place. This unit is the main “heart” of any coating line. Today, only two methods of heating in are widely used in curing ovens.
Convective method: energy for heating is transferred from hot air circulating in the volume of the oven. As energy in this heating system, the following can be used: electricity, gas, solid fuel elements, diesel or other fuels and lubricants. The heating efficiency comes down to the quality of the burners and the air circulation system in the oven.
Radiant heat transfer: the surface of the product is heated due to the absorption of electromagnetic radiation. As a rule, we are talking about infrared radiation, which should also be divided into wavelengths. The most effective among them for the polymerization of powder is definitely short-wave radiation, which gives many advantages over convection.
BELMAR LLC manufactures curing ovens only using the innovative technology of IR-heating with short-wave sources. In more detail about the features of IR-heating we offer to read in the corresponding section “ABOUT TECHNOLOGY”.
MAIN ADVANTAGES OF IR SYSTEMS
energylessness of the heating system – the instantaneous response of the source (milliseconds) to minimal variations in the supply voltage makes it possible to use computer control;
energy output from 0% to 100%;
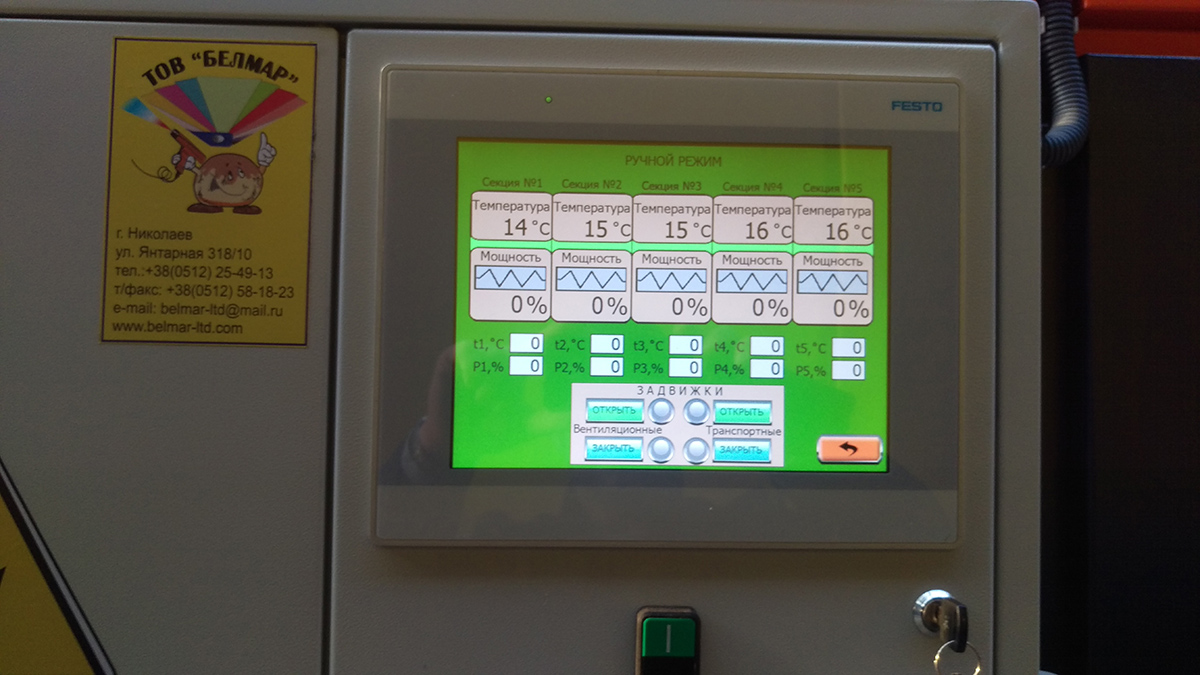
due to the formation of independent thermal heating zones, the flexibility of system management and configuration is ensured;
efficiency of energy use is 2.5-3 times higher than convection;
the minimum amount of incoming air and the minimum amount of exhaust air – there is almost no air movement inside the oven, which allows you to coat different colors of powder at the same time;
stability of heat treatment quality – the heating gradient goes from the inside to the outside. This greatly affects the quality of the polymer coating and the adhesive properties;
clean sources of energy with no impact on the environment;
average cycle time of 30-45 minutes from a cold start – reducing the cost of painting due to saving electricity and polymerization time;
thanks to special radiation modes, it became possible to paint parts of various sizes and thicknesses.
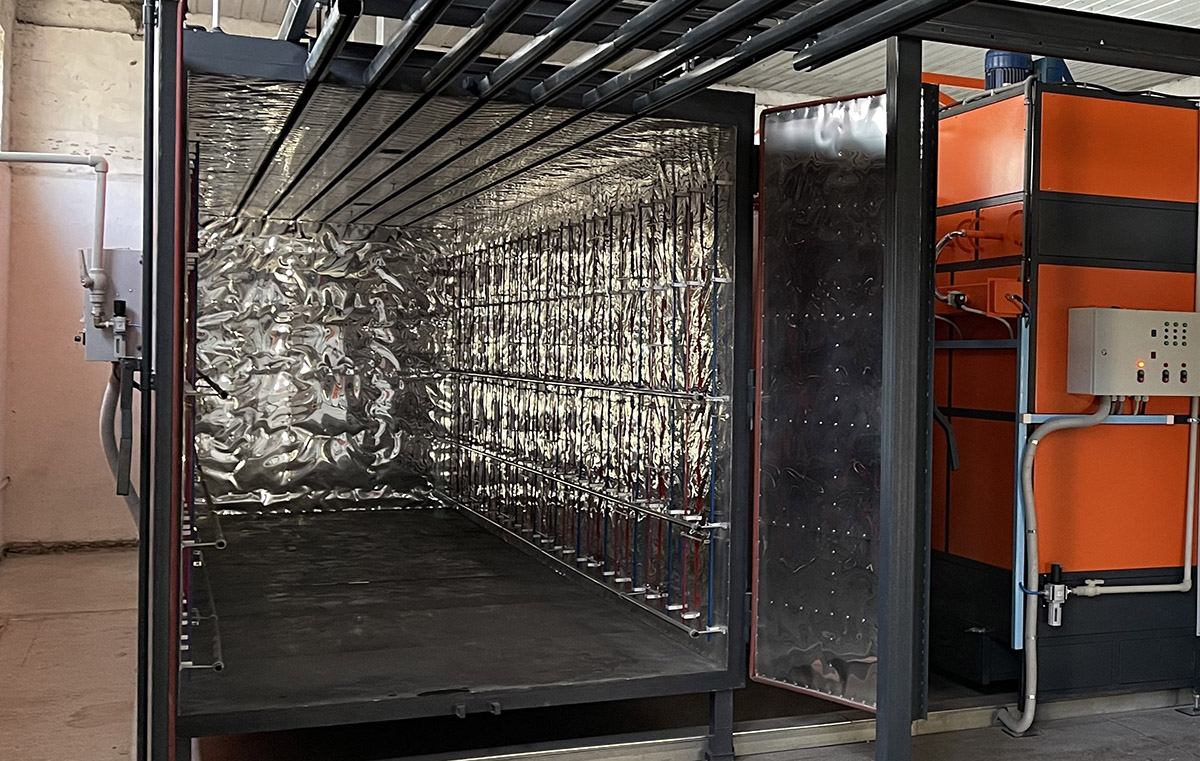
According to the design curing ovens can be:
"BOX" type passage - loading/unloading of parts from both sides of the oven
"BOX" type oneside - loading/unloading from one side of the oven
"CONVEYOR" type passage - tunnel with continuous movement of parts
As a result of many years of study and application of this technology, we began to produce a model range of PP-IR curing ovens with the following general characteristics:
supply voltage 3×220 V with neutral;
heating element – IR short-wave source;
range of working heating temperatures from 50 to 220 °C;
emergency shutdown temperature 250 °C;
temperature stabilization accuracy of ±1°C;
ambient working temperature from 0 to 35°C;
relative humidity up to 65%;
the mode of smooth activation and deactivation of ich sources;
automatic ventilation mode after the end of the cycle;
space-time oscillation mode of IR heating;
the wavelength range of sources in the oscillation mode is 0.78-2.0 μm;
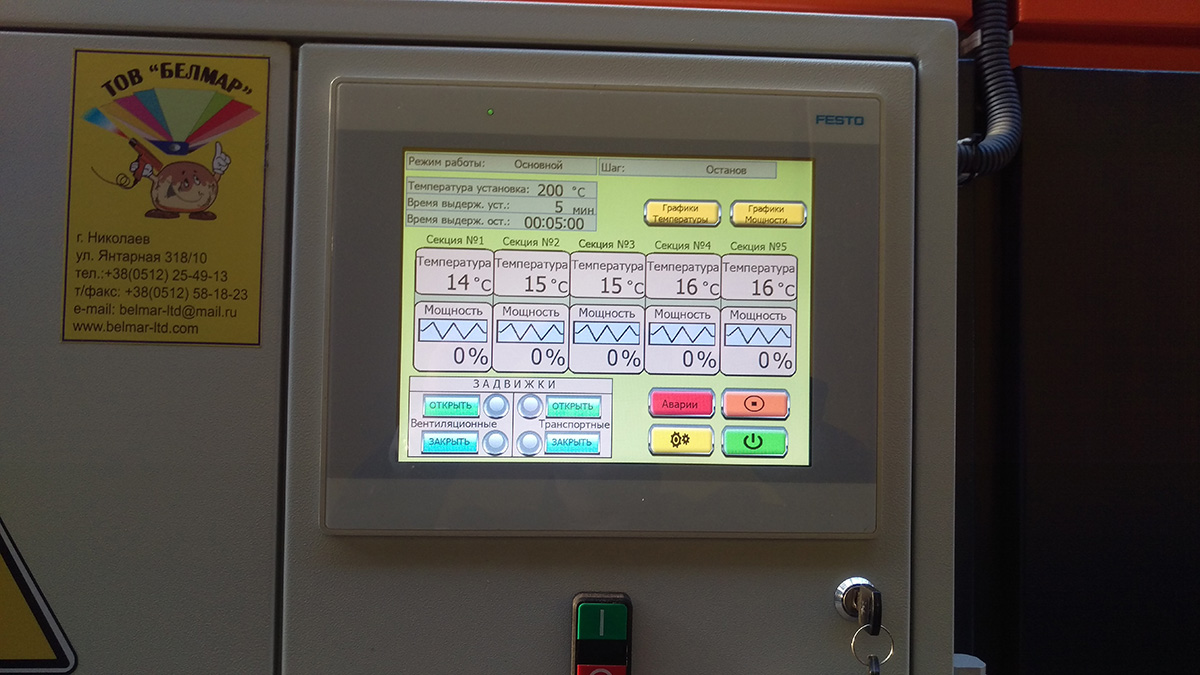
computer management;
touch control panel;
internal reflective panels made of alanode;
built-in transport rails;
pneumatic lifting bridge connecting the oven with the conveyor system.
The number of heating elements (power of the oven), the geometric dimensions of the oven, the type of loading parts into the oven, the mode of operation of the oven are determined depending on the technical task and the specifics of coating for each individual project.