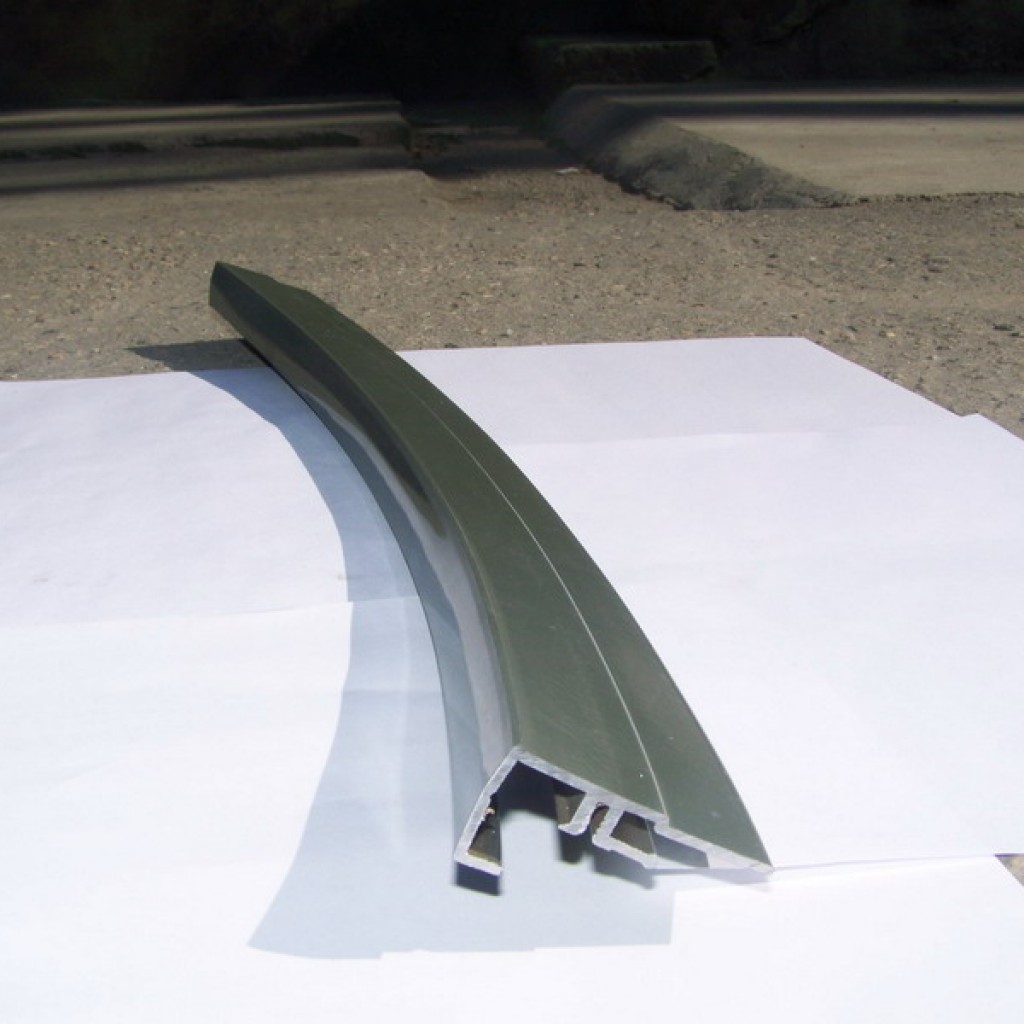
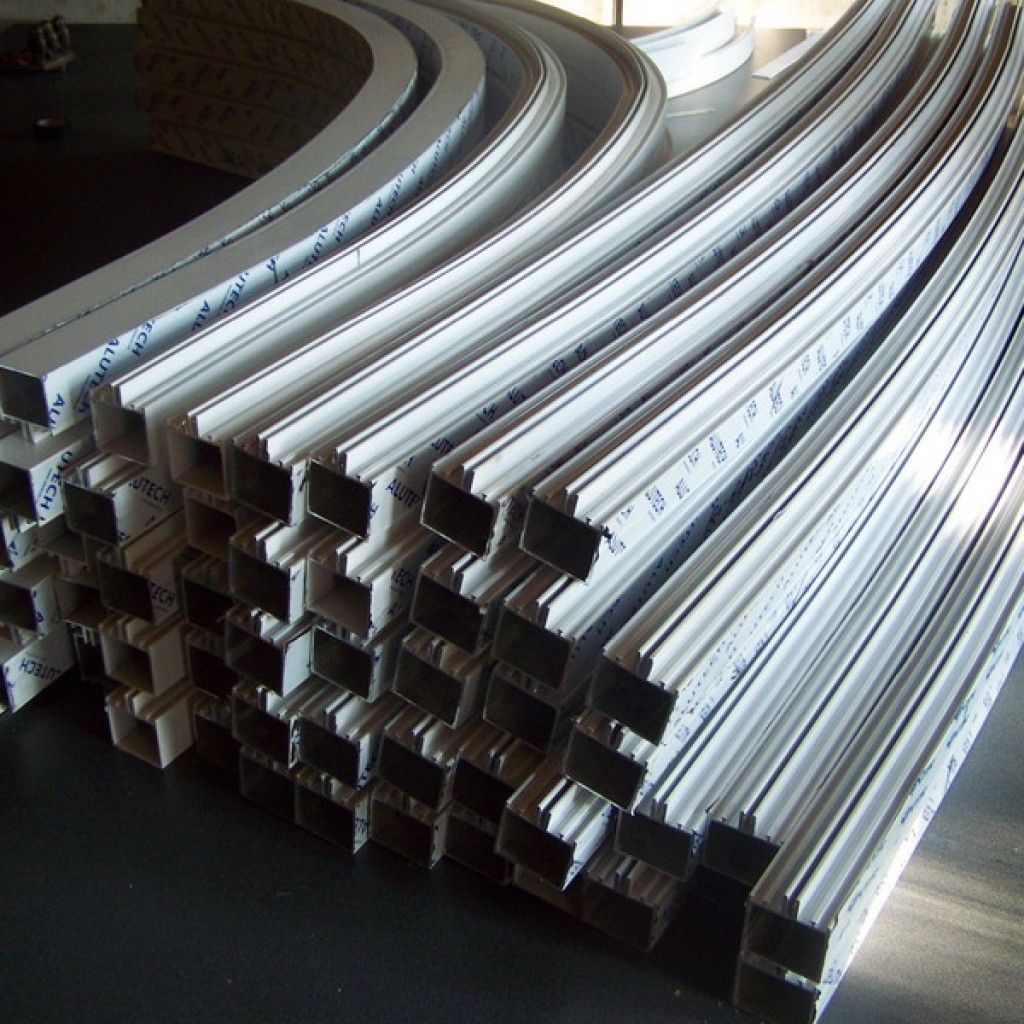
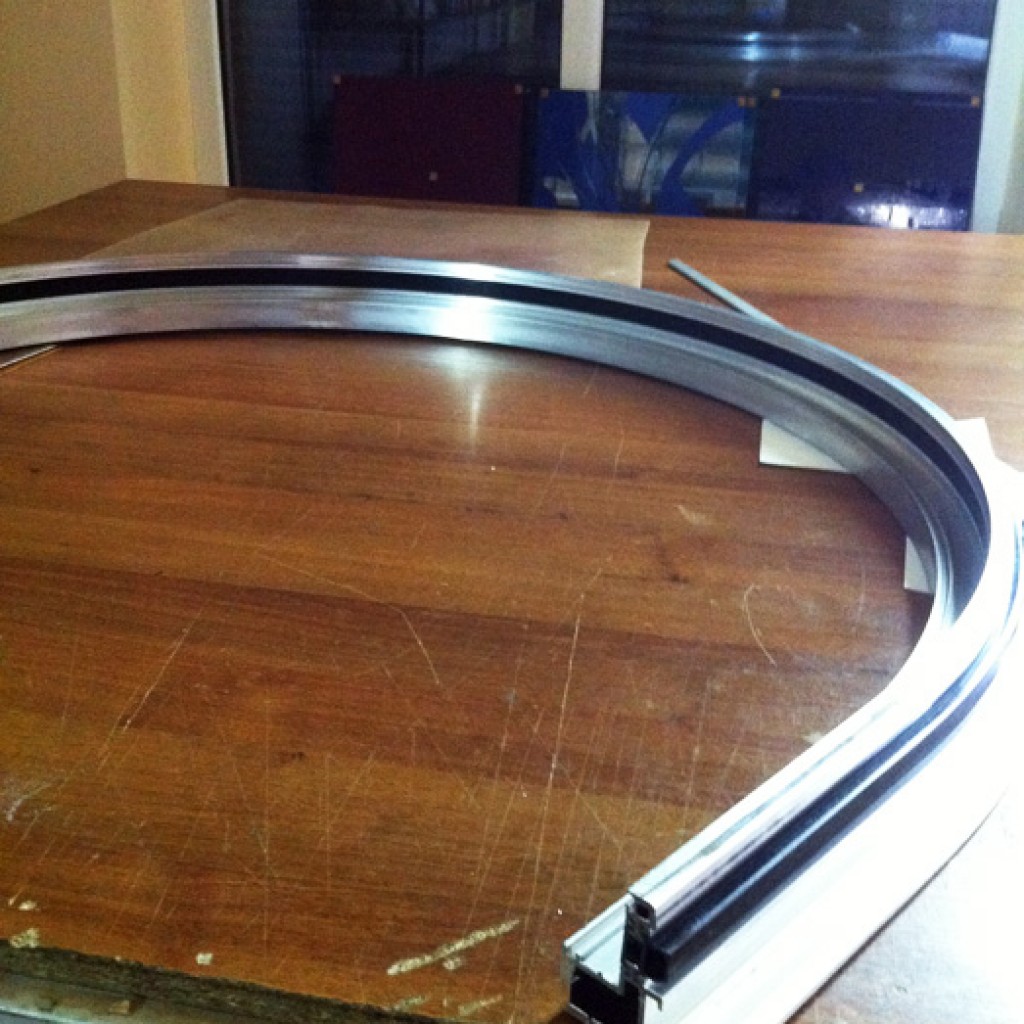
Оскільки в будь-яких виробах, конструкціях плавні дугові елементи мають ряд переваг перед кутовими з’єднаннями, технологічна операція гнуття профільних систем широко використовується в багатьох галузях промисловості. Так, наприклад, у будівництві при виготовленні алюмінієвих вікон, дверей, фасадів, зігнутий профіль за рахунок своєї привабливості та легкості дозволяє радикально змінити зовнішній вигляд архітектурних споруд. Тому питанням розробки обладнання та технології згинання сучасних багатокамерних алюмінієвих профілів з термомістом приділяється значна увага.
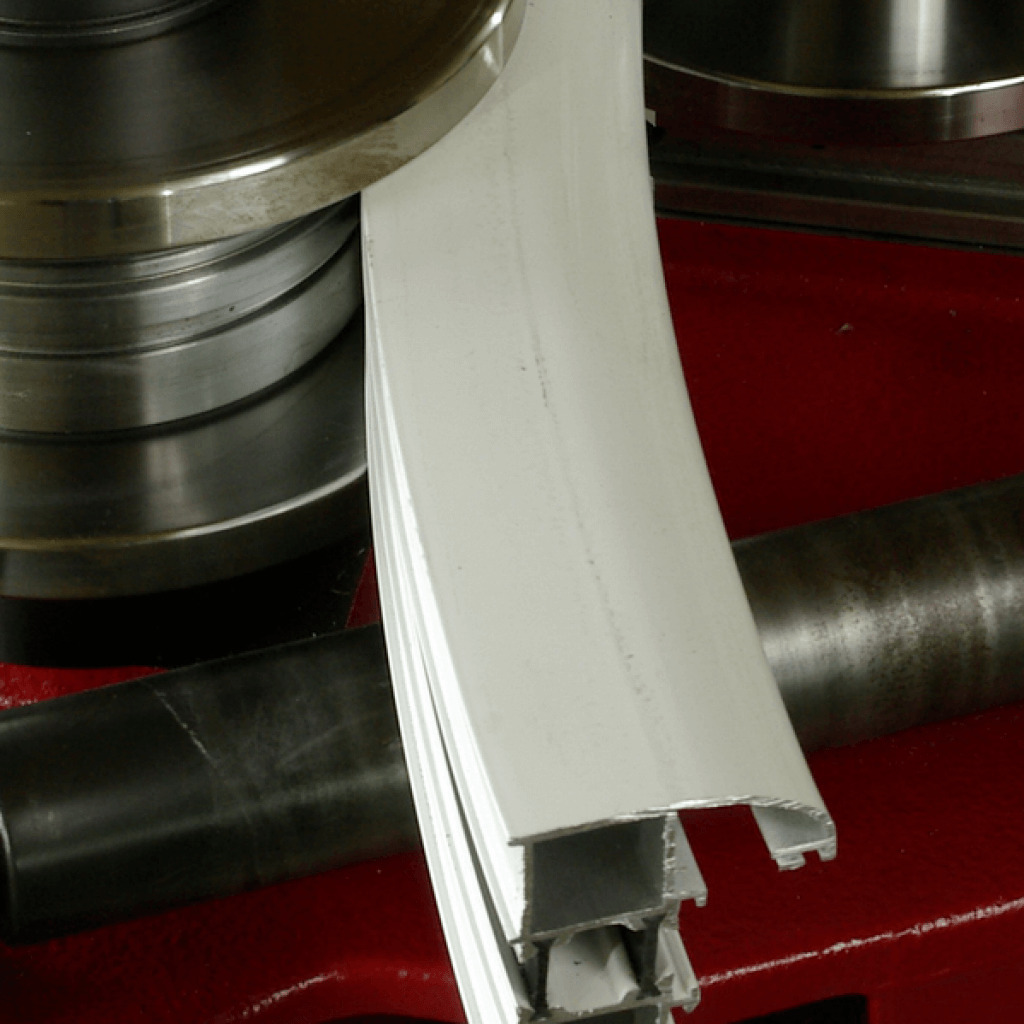
Найбільш універсальний спосіб згинання профілів заснований на переміщенні заготовки через проштовхувальні ролики з одночасним керованим опусканням групи згинальних роликів. Можливість керувати швидкостями за двома координатами (гнуття та проштовхування) суттєво впливає на точність та якість заданих праметрів. Крім того, важливу роль відіграє відстань між роликами, що проштовхують. Тому ті пристрої, в яких закладена функція зближення — видалення роликів, що проштовхують, щодо їх міжосьової лінії мають ширшу номенклатуру оброблюваних профілів при високому рівні якості гнуття.
Модельний ряд обладнання, що реалізує гнуття профілів досить широкий. Як правило, згинальні верстати випускаються в різних модифікаціях як з ЧПУ, різного рівня складності відповідно до необхідної функціональності, так і без нього. Для гнуття алюмінієвих профілів складної конфігурації необхідне використання верстатів з ЧПУ, оскільки при програмуванні будь-яку ділянку профілю можна розбити на окремі дуги і кожну гнути з швидкостями і відстанями, що коригуються.
Наприкінці слід зазначити, що з великої різноманітності конструктивних рішень профілів, а як і особливостей нанесеного покриття, немає єдиної, теоретично обґрунтованої рекомендації. Кожен профіль, кожен варіант гнуття вимагає розробки своєї методики, розробки додаткового обладнання, визначення вимог до якості виготовлення роликів та інше.